|
The Kanban method is a Pull-style re-ordering system by which a downstream process requests goods from an upstream process.
The request is by means of a re-ordering Tag called, in Japanese, kanban.
The method may be extended to the entire manufacturing process or only to part of it, and is normally applied to repetitive operations.
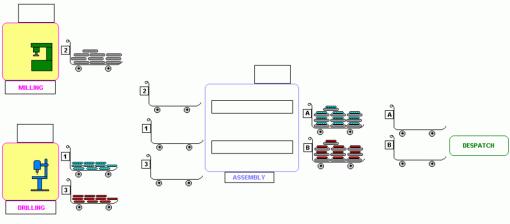
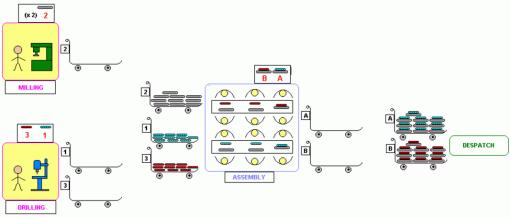
To clarify the concept, let's make a simple example, in which we have only 2 products (Product A and Product B), consisting of a common milling-produced base-plate (component 2) and a different top (component 1, blue, for Product A - and component 3, red, for Product b - both coming from a drilling operation). The components are then assembled together to form the finished product, as per scheme:

At time 0 there are:
- 1 trolley of Components 2 ready at Milling
- 1 trolley each of Components 1 at 3 ready at drilling
- 1 trolley each of Products A and B ready at Assembly
as per scheme:
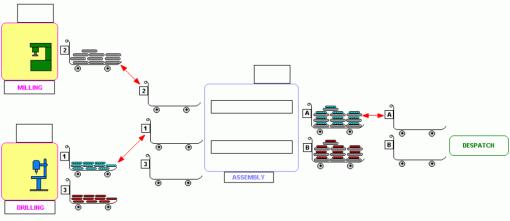
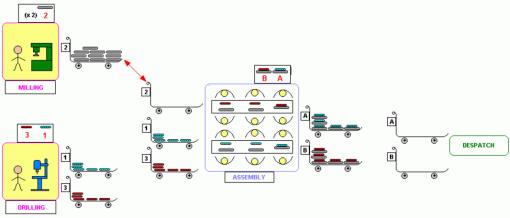
An order comes through for Product A. The information are immediately transmitted to Despatch, Assembly, Milling and Drilling:
- Despatch and Assembly swap an empty trolley against a full one (Product A)
- Assembly and Milling swap an empty trolley against a full one (Component 2)
- Assembly and Drilling swap an empty trolley against a full one (Component 1)
as per scheme:
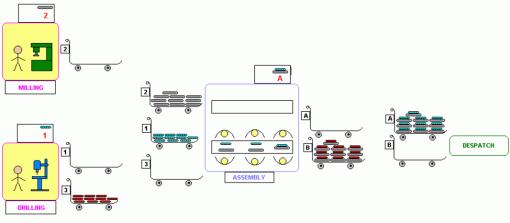
The next flash illustrates:
- Milling producing Component 2 to replenish the stock drawn by Assembly
- Drilling producing Component 1 to replenish the stock drawn by Assembly
- Assembly producing Product A to replenish the stock drawn by Despatch
as per example:
Eventually we come back to the initial situation (time 0):
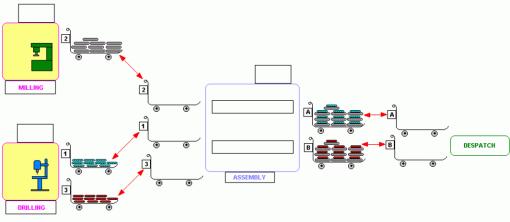
In the next flash, we see that 2 simultaneous orders (Product A and Product B) have to be despatched.
The information are immediately transmitted to Despatch, Assembly, Milling and Drilling:
- Despatch and Assembly swap an empty trolley against a full one (both for Product A and Product B)
- Assembly and Milling swap an empty trolley against a full one (Component 2)
- Assembly and Drilling swap an empty trolley against a full one (both Component 1 and Component 3)
as per scheme:
In the next flash we notice:
- Assembly is assembling both Product A and Product B
- Milling is busy producing Component 2 (2 trolleys)
- Drilling is producing one trolley each of Component 1 and Component 3
as per scheme:
The next flash is a midway illustration of the above operations.
Note: once a full container of Component 2 is produced by Milling, trolleys get swapped
Eventually all used stock is replenished and the situation is again like at time 0:
From the simple example above is easy to see that the Kanban method is definitely PULL in its style.
Let's list the main Kanban rules:
- workpieces' containers must always contain the same (pre-defined) number of items
- the parking area of "full" containers is pre-defined and fixed
- a kanban tag is always for a pre-defined number of pieces (base quantity) - multiples of the base quantity are produced against a corresponding number of tags
- tags must necessarily be attached to containers
- containers may be moved only if the associated tag is there
- a kanban tag shows: item description - item code - quantity of items in the container - total number of items to be produced
There are 3 types of Kanban Tags:
- PRODUCTION Kanban: printed card indicating the number of parts that need to be produced to replenish what customers have pulled
- WITHDRAWAL Kanban: printed card indicating the number of parts to be removed from a previous operation to be supplied downstream
- SIGNAL Kanban: printed card indicating the number of parts that need to be produced to replenish what a downstream operation has pulled
The kanban method offers several benefits:
- stock and wip can be accurately measured and known at a glance
- overproduction is eliminated (or at least controlled)
- production planning based on the kanban method is easier
On the other hand:
- production planning must consider : non-conformities - equipment losses - set-ups
- the higher the inefficiencies above, the higher the wip
the kanban method is a "pull" production method, but not necessarily a "flow" and "lean" method!
REMARKS
When it comes to Kanban, I tend to have a different opinion from that of many Lean Manufacturing (more ») gurus, who insist that Kanban is a necessary (if not vital) component of a Lean system.
I disagree on this necessity, in many cases not justified at all.
The kanban approach is not perfectly lean: there is still stock & WIP that must be parked - handled - controlled and administered. In lean terminology that is called waste.
In many situations, Kanban is there to stay, and appears to be the only possible "lean" method to control production. I have seen too many excesses, when the concept has been abused. Enterprises that have proclaimed themselves "lean" because have introduced Kanban are not lean at all: stocks are greatly excessive - handling is massive - production planning and control requires a squad of Kanban and IT specialists. That's not lean.
However, I agree that Kanban is a way-to-lean and may help considerably during the transition stage, during the switch-over from "traditional" (push/batch/MRP) to "lean".
Actually, a Value Stream Mapping (more ») exercise may well consider the introduction of some Kanban where necessary or pertinent, BUT ideally as an interim measure.
The lean target is always continuous flow. When kanban is "temporary", base quantities get gradually reduced over time, until they become equivalent to the PITCH (product pack-out quantity). From there, the next step (one-piece-flow) is not far away.....
In certain cases, Kanban remains the closest and only method to Lean. This happens especially when there are "technological unbalances" (what I call "the wall": for instance, a high-capacity machine that can only produce in large batches). When we are in these cases, we can only compromise: we cannot scrap an expensive large-capacity machine or break it to pieces to make a few small ones.... But we must "compromise" locally, and keep some Kanban here and there: the rest can well become flowing and lean!
|
